Bedriftsbesøk hos GKN

Vi ble møtt i resepsjonen av Jorge Pino, som er driftsleder hos GKN.
Derfra ble vi tatt med til GKN sine lokaler.
Første stopp var Safety Corner, der vi fikk en innføring i sikkerhetsreglene, og ulevert vernesko og refleksvester.
Etter å ha sikret oss, gikk turen inn i verkstedet. Førsteinntrykket var at dette er en veldig ren og ryddig bedrift.
Første maskinen vi så på var en stor 5-akse fresemaskin. Mandelli 1600. Der fikk vi se palettstasjoner for in/ut lasting av deler, oppretting av deler og stasjoner for lagring av deler som venter på maskinering og ferdige deler. Vi så på styringa, Siemens Sinumerik 840D. Vi var også inn i maskineringsområdet og så på akser, bord, spindel, laser, spontransport og deksling. Til slutt var vi bak maskinen og så på forhåndsinnstiller, verktøymagasin og verktøy.
På vei til neste maskin gjorde vi en stopp i en eldre maskin, en Fischer-dreiebenk. Der var operatøren i gang med å rette opp en del, og han fortalte litt om maskinen. En horisontal dreiebenk med revolvermagasin og bakdokke. Og mest interessant av alt. Kongsbergstyring. Denne har til og med hullbandleseren på plass, selv om den ikke er i bruk lenger. Vi fikk også sett kobberhjul for motstandssveising som blir dreid i den maskinen, og en horisontal båndsag for blant annet destruering av kasserte deler.
Neste maskin var en stor Berthiez fleroperasjons maskin. Dette er en dreiebenk, med muligheter for fresing og sliping. Også her fikk vi inn i maskinen å se på de forskjellige komponentene. Vi snakket litt om hvordan fresingen virket, i og med at denne maskinen ikke har noen y-akse. Her er to verktøymagasiner, et diskmagasin for forskjellige hoder til maskinen: dreiehoder, fresehode, slipehode og måleprober. Det andre er et kjedemagasin for dreie- og freseverktøy.
Utenfor maskinen fikk vi en liten presentasjon av noen av produktene som blir produsert ved GKN. Vi fikk også en kjapp kikk inn i varmebehandlingsverkstedet, bak den blå porten på bildene over, og se de store ovnene der.


Neste maskin(er) var en fresecelle for inngående deler, som består av to Mandelli 1300 med et felles Fastems palettsystem.
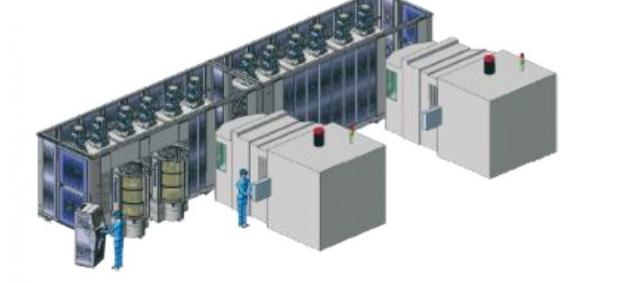
Nytt i denne cella var egen vaskemaskin for å vaske vekk skjærevæske etter maskinering. Og en egen målemaskin for kontroll av delene, før de blir sendt videre i produksjonen.
Her fikk vi også høre om hvordan GKN bruker LEAN i produksjonen. Med oppmerkede områder for deler som venter og deler som skal videre, måleverktøy, fiksturer osv. Daglige morgenmøter med oppfølging av leveringer, fremdrift og avvik.
Til slutt stoppet vi i to mindre fresemaskiner, som har noe spesielle akse opplegg.
Først en DMG, der spindelen roterer om en 45˚ akse. Denne maskinen var i gang, så vi fikk se hvordan det fungerer i praksis.
Deretter en Grob, som har horisontal spindel og bordet inneholder både B og C aksene.
Så var vi tilbake i Safety Corner for å levere tilbake sikkerhetsutstyret. Før vi ble fulgt tilbake til resepsjonen.

Jeg tror alle var fornøyde med besøket hos GKN.